Für jeden Maschinisten ist die Schnittrichtung eines von vielen grundlegenden Konzepten, die bei jedem Fräsprozess zu verstehen sind. Fräser können in zwei Richtungen schneiden, konventionell (manchmal auch als Gegenlauffräsen bezeichnet) oder gegenläufig (manchmal als Abwärtsfräsen bezeichnet).
Beim konventionellen Fräsen dreht sich der Fräser gegen die Vorschubrichtung des Werkstücks , die Spandicke ist am Eintritt des Schneidzahns Null und am Zahnaustritt maximal. Zu Beginn des Fräsens schneidet das Werkzeug nicht; es gleitet einfach über die Oberfläche des Materials, bis genügend Druck aufgebaut ist.
Beim Gleichlauffräsen dreht sich der Fräser in der gleichen Vorschubrichtung des Werkstücks , wobei die Spandicke am Schneidzahneintritt maximal und am Zahnaustritt minimal ist. Jeder Zahn greift an einem bestimmten Punkt in das Material ein. Erfahren Sie mehr darüber, wie sich die beiden Fräsverfahren voneinander unterscheiden.
Steigfräsen vs. Konventionelles Fräsen: Die Unterschiede
Spandicke
Beim konventionellen Fräsen ist die Spanbreite am Eintritt des Schneidzahns null und nimmt zu, wenn der Fräser das Schneiden beendet, ein Faktor, der bewirkt, dass mehr Wärme in das Werkstück diffundiert, was zu einer Kaltverfestigung führt. Beim Gleichlauffräsen hingegen ist die Spanbreite am Eintritt des Schneidzahns maximal und nimmt am Zahnaustritt ab, so dass die erzeugte Wärme wahrscheinlicher auf den Span übertragen wird.
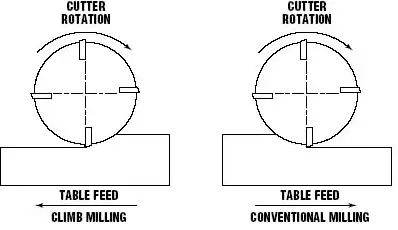
Fräserdrehung
Beim konventionellen Fräsen dreht sich der Fräser entgegen der Vorschubrichtung des Werkstücks, während beim Gleichlauffräsen der Fräser in der gleichen Vorschubrichtung des Werkstücks dreht.
Schnittkraft
Beim konventionellen Fräsen tritt weniger Werkzeugdurchbiegung auf, aber es wird mehr Aufspannung benötigt (Schnittkraft wird vom Werkstück weggeleitet. Umgekehrt wird beim Gleichlauffräsen mehr Werkzeugdurchbiegung festgestellt, aber weniger Aufspannung benötigt (Schnittkraft wird auf das Werkstück gerichtet).
Schneidprozess
Der Schneidprozess beim konventionellen Fräsen lässt die Späne dem Fräser voraus. Es wird vom Werkzeug nach oben getragen. Umgekehrt hinterlässt der spanende Prozess beim Gleichlauffräsen Späne hinter dem Fräser. Es wird vom Werkzeug getragen.
Oberflächenfinish
Die Oberflächengüte beim konventionellen Fräsen ist im Vergleich zum Gleichlauffräsen schlecht. Es wird im Allgemeinen für die Bearbeitung von rauen Oberflächen verwendet. Aufgrund der guten Oberflächenbearbeitung wird das Gleichlauffräsen für die Schlichtbearbeitung verwendet.
Tendenz
Herkömmliches Fräsen hat keine Tendenz, das Werkstück zum Fräser hin zu ziehen, wohingegen; Gleichlauffräsen zeigt die Tendenz, das Werkstück in den Fräser zu ziehen.
Sonderausstattung
Konventionelles Fräsen erfordert eine spezielle Vorrichtung (eigene Werkstückhaltevorrichtung), um das Werkstück gegen die Zugkraft des Fräsers zu halten. Beim Gleichlauffräsen ist es jedoch der Fräser, der das Werkstück in Richtung der Werkbank drückt, sodass keine spezielle Vorrichtung erforderlich ist, um gegen die vom Fräser einwirkende Kraft zu halten.
Macht
Konventionelles Fräsen erfordert eine höhere Kraft, während Gleichlauffräsen im Vergleich zum konventionellen Fräsen relativ weniger Kraft erfordert.
Reibung
Beim konventionellen Fräsen kommt es zwischen Fräser und Werkstück zu massiver Reibung, die eine große Wärmeentwicklung zur Folge hat. Beim Gleichlauffräsen (Steigfräsen) gibt es jedoch weniger Reibung zwischen Fräser und Werkstück als bei beiden.
Standzeit
Konventionelle Fräswerkzeuge verschleißen schneller als beim Gleichlauffräsen
Werkzeugauslenkung
Die Werkzeugauslenkung beim konventionellen Fräsen verläuft tendenziell parallel zum Schnitt, während die Werkzeugauslenkung beim Gleichlauffräsen dazu neigt, senkrecht zum Schnitt zu sein, so dass die Schnittbreite erhöht oder verringert und die Genauigkeit beeinträchtigt werden kann.
Der Zahn
Beim konventionellen Fräsen trifft der Zahn am unteren Ende des Schnitts auf das Werkstück, beim Gleichlauffräsen; der Zahn trifft am oberen Ende des Schnitts auf das Werkstück.
Unterschiede zwischen konventionellem und Gleichlauffräsen
| Punkte des Unterschieds | Konventionelles Fräsen | Steigfräsen |
| Spandicke | Die Spanbreite ist am Eingang des Schneidzahns Null und nimmt zu, wenn der Fräser das Schneiden beendet, ein Faktor, der bewirkt, dass mehr Wärme in das Werkstück diffundiert, was zu einer Kaltverfestigung führt. | Beim Gleichlauffräsen hingegen ist die Spanbreite am Eintritt des Schneidzahns maximal und nimmt am Zahnaustritt ab, so dass die erzeugte Wärme wahrscheinlicher auf den Span übertragen wird. |
| Auch bekannt als | Konventionelles Fräsen wird auch als Up Milling bezeichnet. | Gleichlauffräsen, auch Down Milling genannt. |
| Fräserdrehung | Fräser dreht sich entgegen der Vorschubrichtung des Werkstücks. | Der Fräser dreht sich in der gleichen Vorschubrichtung des Werkstücks. |
| Schnittkraft | Es tritt weniger Werkzeugdurchbiegung auf, aber es ist mehr Aufspannung erforderlich (Schnittkraft wird vom Werkstück weggeleitet. | Es wird mehr Werkzeugdurchbiegung festgestellt, aber weniger Aufspannung benötigt (Schnittkraft wird auf das Werkstück gerichtet). |
| Schneidprozess | Der Schneidprozess lässt Späne vor dem Fräser zurück. Es wird vom Werkzeug nach oben getragen. | Der Schneidprozess hinterlässt Späne hinter dem Fräser. Es wird vom Werkzeug getragen. |
| Oberflächenfinish | Die Oberflächengüte beim konventionellen Fräsen ist im Vergleich zum Gleichlauffräsen schlecht. Es wird im Allgemeinen für die Bearbeitung von rauen Oberflächen verwendet. | Aufgrund der guten Oberflächenbearbeitung wird das Gleichlauffräsen für die Schlichtbearbeitung verwendet. |
| Tendenz | Hat keine Tendenz, das Werkstück zum Fräser zu ziehen. | Zeigt die Tendenz an, das Werkstück in den Fräser zu ziehen. |
| Sonderausstattung | Benötigt eine spezielle Vorrichtung (eigene Werkstückhalterung), um das Werkstück gegen die Zugkraft des Fräsers zu halten. | Es ist der Fräser, der das Werkstück in Richtung der Werkbank drückt, so dass keine spezielle Vorrichtung erforderlich ist, um gegen die vom Fräser einwirkende Kraft zu halten. |
| Macht | Das Fräsen erfordert einen höheren Kraftaufwand. | Fräsen erfordert relativ weniger Kraft |
| Reibung | Zwischen Fräser und Werkstück entsteht eine massive Reibung, die eine große Hitzeentwicklung zur Folge hat. | Die Reibung zwischen Fräser und Werkstück ist geringer als bei beiden. |
| Standzeit | Herkömmliche Fräswerkzeuge verschleißen schneller. | Gleichlauffräswerkzeuge halten in der Regel lange. |
| Werkzeugauslenkung | Die Werkzeugauslenkung beim konventionellen Fräsen neigt dazu, parallel zum Schnitt zu sein. | Die Werkzeugauslenkung beim Gleichlauffräsen verläuft in der Regel senkrecht zum Schnitt, so dass die Schnittbreite vergrößert oder verkleinert und die Genauigkeit beeinträchtigt werden kann. |
| Zahn | Beim konventionellen Fräsen trifft der Zahn am unteren Ende des Schnitts auf das Werkstück. | Beim Gleichlauffräsen; der Zahn trifft am oberen Ende des Schnitts auf das Werkstück. |
Zusammenfassung
Lesen Sie auch : Unterschied zwischen orthogonalem (2D-Schneiden) und schrägem Schneiden (3D-Schneiden)
Der Hauptunterschied zwischen konventionellem Fräsen und Gleichlauffräsen ist im Wesentlichen die Drehrichtung des Fräsers. Beim konventionellen Fräsen dreht sich der Fräser gegen den Uhrzeigersinn, während die Vorschubrichtung von rechts nach links erfolgt. Beim Gleichlauffräsen dreht sich der Fräser in die gleiche Richtung wie der Vorschub.